Elektrisch gutsen
Het grote voordeel van het gutsen met beklede elektroden is dat het de lasser mogelijk maakt heel eenvoudig van het lassen over te stappen op het gutsen of snijden; dit simpelweg door een ander type elektrode te nemen.
Beschrijving van het proces
Evenals bij het normale lassen met beklede elektroden wordt de boog gevormd en onderhouden tussen de punt van de elektrode en het werkstuk. Het gutsen met beklede elektroden verschilt met het lassen met beklede elektroden daarin dat het speciale elektroden vereist. Deze elektroden hebben een dikke bekleding waaruit een felle boog en een felle gasstroom wordt ontwikkeld.
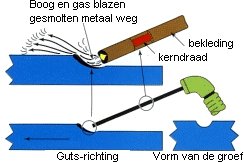 In tegenstelling tot het lassen met beklede elektroden, waarbij een stabiel lasbad is vereist, verdringt het gutsproces het gesmolten metaal van de plaats waar de boog brandt. Hierdoor blijft een schoon gesneden oppervlak achter.
In tegenstelling tot het lassen met beklede elektroden, waarbij een stabiel lasbad is vereist, verdringt het gutsproces het gesmolten metaal van de plaats waar de boog brandt. Hierdoor blijft een schoon gesneden oppervlak achter.
Het gutsproces wordt gekenmerkt door een grote hoeveelheid gas dat wordt ontwikkeld en dat het gesmolten metaal wegblaast. Daar de felheid van de boog en de kracht van de ontwikkelde gasstroom niet te vergelijken is met die van een aparte gas- of luchtstroom, is het oppervlak van een op deze wijze gegutste groef niet zo glad als van een autogeen gegutst of een koolboog gegutst oppervlak.
Elektrode
Afhankelijk van de afmeting van de te gutsen groef is er een grote range aan beschikbare elektroden diameters om uit te kiezen. De snij- of gutselektroden zijn niet alleen beperkt voor het bewerken van ongelegeerd staal, want hetzelfde type elektrode kan ook gebruikt worden voor het gutsen van roestvast staal en non-ferro legeringen.
Stroombron
Het gutsen met beklede elektroden kan worden uitgevoerd met de conventionele gelijkstroom en wisselstroombronnen. Bij gelijkstroom is de elektrode normaal gesproken op de negatieve pool geschakeld. Maar de elektrodefabrikanten kunnen evengoed ook een poling aanbevelen voor hun type elektrode; zeker ten aanzien van het gutsen van specifieke materialen. Wanneer een wisselstroombron gebruikt wordt, is een minimale open spanning van 70 V vereist teneinde een stabiele boog te krijgen en te behouden.
Hoewel de meeste stoombronnen die geschikt zijn voor het lassen met beklede elektroden gebruikt kunnen worden, moet het stroombereik en de open spanning voldoende zijn om de optredende verschillen in stroomsterkten en booglengten te kunnen opvangen.
Typische instellingen voor het gutsen met beklede elektroden |
||||
Elektrode |
Stroom |
Gutsafmetingen |
Gutssnelheid |
|
Diepte (mm) |
Breedte (mm) |
|||
3,2 |
210 |
2 |
6 |
1200 |
4,0 |
300 |
3 |
8 |
1000 |
4,8 |
350 |
4 |
10 |
800 |
Voortgang van het proces
De boog wordt ontstoken tussen de elektrode en het werkstuk, waarbij de elektrode onder een normale hoek met het werkstuk wordt gehouden (15 ° ten opzichte van de verticaal) en tevens in lijn is met de richting waarin gegutst moet worden. Wanneer de boog eenmaal ontstoken is, wordt onmiddellijk daarna, in een rustige beweging de hoek die elektrode maakt met het werkstuk verminderd tot 15 – 20 °. Met de elektrode- punt wijzend in de bewegingsrichting, wordt de elektrode rustig vooruit bewogen om het metaal te smelten. Is het metaal gesmolten dan moet hij worden teruggetrokken om de gasstroom het gesmolten metaal en de slak te kunnen laten verwijderen. Deze voorwaartse en terugtrekkende beweging, vergelijkbaar met een zaagbeweging, wordt regelmatig herhaald, waarbij de elektrode langs de gewenste lijn wordt bewogen om de gutsgroef te completeren.
Om een constante diepte en breedte van de rups te verkrijgen, moet een constante voortloopsnelheid worden aangehouden in combinatie met de hoek die de elektrode met het werkstuk maakt: 10 – 20 °. Wanneer de hoek van de elektrode met het werkstuk te groot wordt, namelijk groter dan 20 °, neemt de hoeveelheid gesmolten metaal en slak toe. Dit vanwege de grotere inbranding die dan wordt bereikt. Met het graven van de elektrode in het metaal krijgt men problemen met het controleren van de gutsoperatie en er wordt een ruw oppervlak verkregen. Voor het gutsen in positie anders dan verticaal, wordt de elektrode altijd voorwaarts bewogen. Bij het verticaal gutsen wijst de elektrode in de verticaal neergaande positie en wordt ook in deze richting voortbewogen.
Toepassingen
Het gutsen met beklede elektroden wordt toegepast voor het gutsen op de werkplek zelf, zoals bijvoorbeeld het verwijderen van defecten. Het wordt zeker toegepast indien het meer voor de hand ligt om van laselektrodetype te wisselen in plaats van speciale apparatuur te gebruiken. Vergeleken met een alternatief gutsproces is de hoeveelheid metaal die per tijdseenheid kan worden verwijderd gering en is de kwaliteitvan het gegutste oppervlak duidelijk minder.
Wanneer het gutsen daarentegen goed wordt uitgevoerd kan het gutsen met beklede elektroden relatief schone gegutste oppervlakken opleveren. Voor algemeen gebruik kan daarna meestal direct gelast worden zonder dat naslijpen van de groef noodzakelijk is. Echter, wanneer roestvast staal wordt gegutst wordt een dun laagje hoger koolstofhoudend materiaal gevormd, dat door slijpen wel moet worden verwijderd.